





泊头市亚东工量具厂
电 话:0317-8383792
传 真:0317-8388358
手 机:罗经理 13730574020
金经理 15833379166
网 址:www.btsydglj.com
地 址:河北省泊头市千里屯工业区
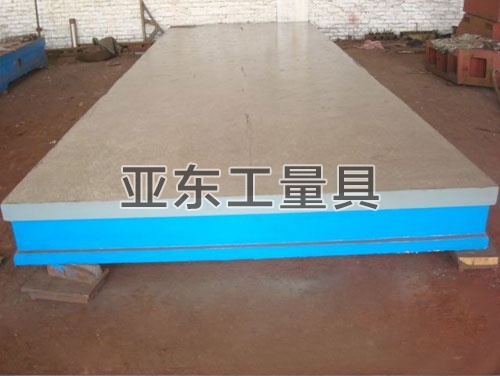
铸铁平台支撑点的讲解与安装方式
发布时间:2020-08-20 01:44
铸铁平台在使用和加工中,应设置主支撑点和辅助支撑点,什么是主支点、辅助支点主支点是指铸铁划线平台在加工、检定和使用中与安装基面或用支架接触时,用作主要支承的部分。此时的支承力系是静止状态。辅助支点是指平板在使用时,为了防止承载重心的偏移而发生倾覆或因负载过大而产生的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。铸铁划线平台主支点、辅助支点的设置是影响平板准确度保持性的重要因素。为了铸铁划线平台的加工、检定、验收和使用时工作面准确度的一致性而设置主支点,这将克服当前1000mm×750mm以上铸铁划线平台检定和使用出现平面度误差值不一致问题。对于大铸铁划线平台,由于承受过大载荷,可能发生倾斜翻倒。为了增加平板刚性,防止平板因重心偏移发生倾覆,防止因负载过大产生变形而设置辅助支点,有助于平板使用精度。由于岩石平板不具备加强筋,设置主支点和辅助支点以平板具有小的变形。
铸铁平台调至水平,负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台采用垫铁安装的优点,安装,移动方便。
铸铁平板夹砂在铸件表面上,有一层金属瘤状物或片状物,检验平台在金属瘤片和铸件之间夹有一层型砂。气孔在铸铁平板铸件内部、表面或近于表面处,有大小不等的光滑孔眼,外形有圆的、长的及不规则的,有单个的,也有会萃成片的。划线平台适当降低金属的浇注温度。
在铸铁平板铸件上有穿透或不穿透的裂纹(注要是弯曲形的),减震垫铁开裂处金属表皮氧化。进步浇注系统的挡渣能力。粘砂在铸铁平板铸件表面上,全部或部门笼盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,铸铁件定做致使铸件表面粗拙。
严格控制型砂机能和造型操纵,合型前留意打扫型腔。避免壁厚的溘然改变。进步型砂、芯砂的耐火度铸铁平台。
铸铁平板工作面采用刮研工艺,工作面上可加工V形、检验平台T型、U型槽、燕尾槽、和圆孔、长孔等。铸铁平板铸件壁厚尽量平均,降低熔渣粘性,进步铁液温度,降低熔炼时金属的吸气量。
如何提高铸铁平台的质量,一直是铸件技术人员的所追求的。其实造型造芯是平台铸件形成过程中的关键工序之一,它对铸件的质量、制造成本、生产速率、劳动强度和环境污染等各方面都有很重要的影响。只要我们掌握好造型造芯的工序,就可以提高我们铸铁划线平台的质量。
一、树脂砂造型造芯工艺
通过无或少污染的粘结济、催化剂,研讨与之配套的空气净化处理设备,普遍应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。树脂泛造型工艺的产品铸铁划线平台,铸铁方箱,弯板等。
二、水玻璃砂造型造芯工艺
研讨水玻璃的净化及改性以提高其粘结性能,新型水玻璃砂旧砂回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁划线平台上的应用。
三、粘土砂湿砂造型工艺
的生产实践表明,具有成本低、污染小、速率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。
四、铸造涂料
扩大和加强转移涂料、表面合金化涂料的应用和机理研讨。
铸铁平台安装方式:
一、支架安装:铸铁平台轻放到支架上、调整支架上的微调螺栓至到铸铁平台水平。支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。
二、地锚器安装:铸铁平台可以设计地锚器安装,起先用户根据铸铁平台的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将铸铁平台调整水平。
三、地脚螺栓安装:铸铁平台根据用户的要求设计安装方式,地脚螺栓安装。
四、垫铁安装:铸铁平台调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台采用垫铁安装的优点,安装、移动方便。
|
相关产品
|
相关内容
|


