
泊头市亚东工量具厂
电 话:0317-8383792
传 真:0317-8388358
手 机:罗经理 13730574020
金经理 15833379166
网 址:www.btsydglj.com
地 址:河北省泊头市千里屯工业区
简述敲击扳手的常见结构设计与尺寸类型
发布时间:2019-01-22 11:37
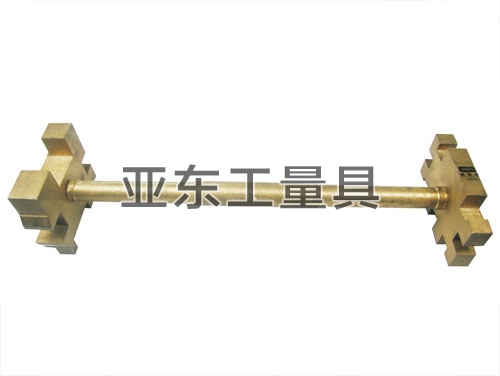
敲击扳手是一种比较常用的五金工具,利用杠杆原理拧转螺栓、螺钉、螺母和其他螺纹紧持螺栓或螺母的开口或套孔固件的手工工具。在工业行业、家具行业、维修行业等各种相关行业中,起着重要的作用。敲击扳手是工业用大型工具之一,广泛应用于石油开采、油田、炼油、石化、化工、发电、造船、冶金、矿石、机械等行业。应用范围广、。敲击扳手由优良中碳钢或优良合金钢整体锻造而成,适用于石油、化工、冶金、发电、炼油、造船、石化等行业。
敲击扳手又称为开口扳手或者死扳手,主要分为单头呆和双头敲击扳手,它的一端或者两端带有固定尺寸的开口,其开口尺寸与螺母的尺寸相适应,并根据标准尺寸制作而成。它的作用广泛主要作用于机械检修、设备装置、家用装修、汽车维修等行业的工具。目前生产的敲击扳手选用碳钢锻造,通过整体热处理加工而成。产品质量,具有、结构稳定、材质、抗打击,不折、不断、不弯曲,产品尺寸、等特点。敲击扳手经过淬火之后使扳手的刚度、强度都提高了,从而 加,质量 高。敲击扳手是由45号中碳钢或40Cr钢整体锻造而成,是一类重要的手动扳手,一般是指手持端为敲击端,前端为工作端。
单头敲击扳手是一头开口,主要适用于石油、化工、冶金、发电、炼油、造船、石化、机械等行业。是设备安装、装置及设备检修、维修工作中的工具。单头敲击扳手分为公制和英制两种。双头敲击扳手是两头开口,是一种广泛应用的工具,是装配机床设备及交通运输、农用机械维修的手工具。
敲击扳手具有具有、结构稳定、材质、抗打击,不折、不断、不弯曲,产品尺寸、等特点。规格一般为大中型规格,分为公制和英制两种,规格可以定做,是设备安装、装置及设备检修、维修工作中的 工具。敲击扳手是由45号中碳钢或40Cr钢整体锻造而成,是一类重要的手动扳手,一般是指手持端为敲击端,前端为工作端。主要包括敲击梅花扳手和敲击敲击扳手两种形式。
一般是:17mm、19mm、22mm、24mm、27mm、30mm、32mm、36mm、41mm、46mm、50mm、55mm、60mm、65mm、70mm、75mm、80mm、85mm、95mm、105mm。敲击扳手适用于工作空间狭小,不能使用普通扳手的场合。用来拧出六角头螺栓或螺母。转角较小,可用于只有较小摆角的地方(只需转过板手1/2的转角),且由于接解面大,可用于拧紧。材质主要分为45号钢,钢制及铝青铜合金,铍青铜合金还有40Cr。
5号中碳钢或合金钢整体锻造加工而成,出具成型然后进行插齿加工。插齿加工在插齿机上进行,是相当于一个齿轮的插齿刀与齿轮坯按一对齿轮做齿合运动而把齿形切成的。插齿过程为;插齿刀先在齿坯上切下一小片材料,然后插齿刀退回并转过一小角度,齿坯也同时转过相应角度。之后,插齿刀有下插在齿坯上切下一小片材料。不断重复上述过程,整个齿槽被一刀刀地切出,齿形被逐渐的包络而成。成型之后还要经过高温发蓝处理,在高含量的氢氧化钠和亚硝酸钠溶液中,温度140度以上,在钢铁件表面生成致密的氧化膜(Fe2O3及Fe3O4),不同的钢材会有不同的色差,与粗糙度无关;发蓝膜不,故发蓝后要浸防锈油处理。还可根据客户要求进行其他表面处理。
敲击扳手经过淬火之后使扳手的刚度、强度都提高了,从而 加,质量 高。淬火是使钢的基本手段之一,将钢淬火成马氏体,随后回火以提,是使钢获得高综合机械性能的传统方法。将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。淬火可以提高金属工件的硬度及,因而广泛用于各种工、模、量具及要求表面的零件(如齿轮、轧辊、渗碳零件等)。通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性下降及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。另外淬火还可使一些性能的钢获得相应的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。随后将钢浸入水或油中冷却,奥氏体即转变为马氏体。与钢中其他组织相比,马氏体硬度较高。淬火时的冷却会使工件内部产生内应力,当其大到相应程度时工件便会发生扭曲变形甚至开裂。为此需要选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
|
相关产品
|
相关内容
|