





泊头市亚东工量具厂
电 话:0317-8383792
传 真:0317-8388358
手 机:罗经理 13730574020
金经理 15833379166
网 址:www.btsydglj.com
地 址:河北省泊头市千里屯工业区
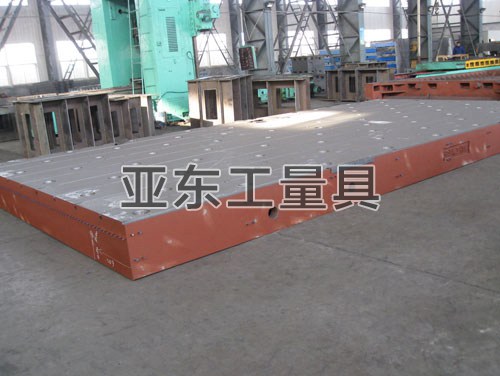
为您介绍一下铸铁平台的生产工艺及检修
发布时间:2019-05-06 11:03
铸铁平台的质量和它的生产及检修息息相关,或因残存较大内应力使工作面变形;或因不 使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平台需要注意铸铁材料的选择,采用时效处理等方法铸铁平台的残余应力。
铸铁平台的一般生产流程是这样的:1、制定生产计划,设计图纸;2、制作消失模-泡沫型;3、沙坑造型;4、浇注;5、毛坯铸件进行回火;6、机床粗加工;7、进行二次回火内应力,防止变形;8、进行机床精加工,平台外形尺寸到位;9、平面度要求高的平台进行人工刮研处理;10、处理平台的外观,并进行包装。
对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。铸铁平台制作模样:模样是铸造生产主要的工艺装备,也是铸造生产的一道工序,在几何尺寸的同时。也要考虑生产规模及使用方便性。在制作过程中起先要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要质量。在使用过程中要检验模样的完整性,无缺陷使用。如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。
合理的铸铁平台工艺应该是:操作者要严格按工艺过程进行操作,历求量具铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使量具铸件顺序凝固,以 组织均匀的量具铸件。
下面我们来了解一下铸造工艺规程的内容和形式:
(1)铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸件质量、生产速率和铸件成本起着决定性的作用。
(2)铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸件,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸件,则可以简单些。所以格式不可能统一,形式也是多种多样。
(3)铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个铸件都适用的)工艺规程。另一类是对每一个铸件,根据其各自的要求,设计出工艺图或工艺卡等。
生产完的铸铁平台应该进行相应的质量检测,以铸铁平台的质量。具体的检测标准如下:
1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清理型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于"00"级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、应采用优良细颗料的灰口铸铁或合金铸铁制造。
6、工作面的硬度应为HB170-220。
7、工作面应采用刮削工艺,对于"3"级平台工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um
8、应经过稳定性处理和去磁。
|
相关产品
|
相关内容
|


