


泊头市亚东工量具厂
电 话:0317-8383792
传 真:0317-8388358
手 机:罗经理 13730574020
金经理 15833379166
网 址:www.btsydglj.com
地 址:河北泊头千里屯工业区
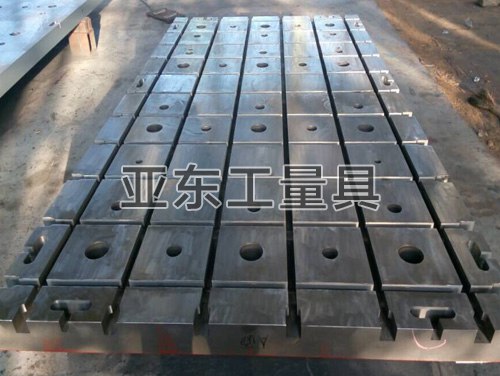 |
焊接平台焊接平台又可以称为焊接平板,焊接基础平板,焊接基础平台等。
|
焊接平台又可以称为焊接平板,焊接基础平板,焊接基础平台等。
1、焊接平台的用途介绍:
焊接平台铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,能好。用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
2、焊接平台的精度:按 标准计量检定规程执行,分别为1、2、3三个等级。焊接平台在生产过程中,会出现重量的偏差。往往焊接平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10%,超过10%时,要对焊接平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。
3、如何检测焊接平台的好坏?
(1)、焊接平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
(2)、焊接平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应 型砂,且表面平整、涂漆牢固,各税边应修钝。
(3)、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
(4)、焊接平台应经稳定性处理和去磁。
(5)、焊接平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
(6)、焊接平台工作面的硬度应为HB170—220或187—255之间。
(7)、T型槽主要检定项目:A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
(8)、精度参数。3级平板未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点
4、焊接平台的面板厚度过薄的原因分析:
(1)焊接平台的使用方法,焊接平台顾名思义就是在平台的上面进行焊接工作,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的面板。
(2)焊接平台铸件铸造的方法:焊接平台铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷。这是因为过薄的壁厚不能铸造合金液具有足够的能力充满铸型。通常在 铸造条件下,每种铸造合金都存在一个能充满铸型的 小壁厚,俗称为该铸造合金的 小壁厚。设计铸件时,应使铸件的设计壁厚不小于 小壁厚。这一 小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。
5、焊接品台的产品规格:
| 规格(长×宽) | 精度等级 | |||
| 0级 | 1级 | 2级 | 3级 | |
| 平面度公差 | ||||
| 200×200 | 5 | 10 | 20.5 | |
| 200×300 | 5.5 | 11 | 22 | |
| 300×300 | 5.5 | 11 | 22 | |
| 300×400 | 6 | 12 | 24 | |
| 400×400 | 6.5 | 12.5 | 25 | |
| 400×500 | 6.5 | 13 | 26 | 66 |
| 400×600 | 7 | 14 | 27.5 | 70 |
| 500×500 | 6.8 | 14 | 28 | 68 |
| 500×600 | 7 | 14.2 | 28.5 | 71 |
| 500×800 | 8 | 15.5 | 31 | 78 |
| 600×800 | 8 | 16 | 32 | 80 |
| 600×900 | 8.3 | 16.5 | 33 | 83 |
| 1000×750 | 9 | 18 | 36 | 90 |
| 1000×1000 | 20 | 40 | 97 | |
| 1000×1200 | 20.5 | 41 | 103 | |
| 1000×1500 | 22 | 45 | 112 | |
| 1000×2000 | 26 | 52 | 130 | |
| 1500×2000 | 28 | 56 | 140 | |
| 1500×3000 | 70 | 174 | ||
| 2000×3000 | 74 | 184 | ||
| 2000×4000 | 88 | 219 | ||
|
相关产品
|
相关内容
|


